打开文本图片集
摘要:钢结构因其自重较轻,施工速度快,广泛应用于大型厂房、场馆、超高层、桥梁工程等领域。钢结构的制作和连接质量直接影响到构件的受力状况和结构的整体安全性,故钢结构的加工制作是质量控制的关键。
关键词:钢结构;焊接变形;控制措施
1、焊前准备
焊接前应首先进行焊接工艺评定。根据规范的具体规定,组织进行焊接工艺评定,确定出最佳的焊接工艺参数,制定完整、合理、详细的工艺措施和工艺流程。生产制造过程将严格按工艺评定的有关参数和要求进行,通过跟踪检测如发现按照工艺评定规范生产质量不稳定,将重做工艺评定,调整规范,以达到质量稳定要求。根据建筑钢结构焊接规程(JGJ81~2002)的规定,以及钢结构的设计节点形式,钢材类型、规格及产地、焊接方法、焊接位置等,确定焊接的各项工艺参数。
(1)H型钢焊接
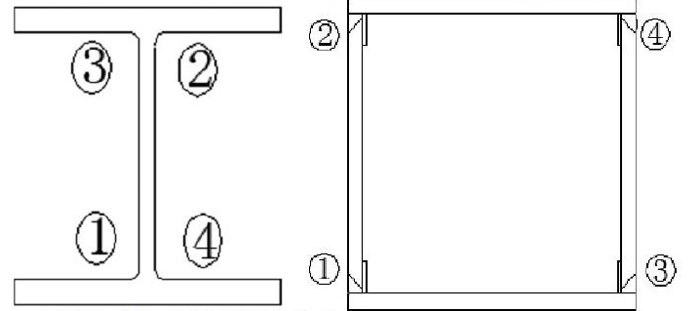
组对好的H型钢采用埋弧自动焊焊接,焊接顺序参见下图。
(2)H型钢、箱型梁柱焊接顺序
焊接在拼接构件经检验合格后进行,严格按照焊接工艺规定的参数和焊接顺序进行。焊前使用电动钢丝砂轮对坡口内及两侧100mm以内的浮锈进行打磨处理,并对点焊区域焊接缺陷进行修补处理。厚板焊接时焊接区域要进行焊前预热及焊后保温。焊接采用门架式全自动埋伏焊,用φ4.0mm焊丝进行焊接,焊接位置采用船型焊,其优越的性能和高效的焊接速度是批量的H型钢生产的重要工具。在焊接时注意焊接速度和电流的有效控制,保证焊缝两侧与母材过渡平滑,焊缝宽窄一致及焊接咬肉的情况发生。
2、箱型梁、柱的焊接
采用二氧化碳气体保护焊和埋弧自动焊相结合的焊接方法。采用二氧化碳气体保护焊打底焊接,焊接顺序为每面的两条焊缝同时进行,打底焊接完成后,进行箱型梁柱另一面的打底焊接,保证箱型梁柱的焊缝对称且每道焊缝厚度基本一致,控制焊接的变形。打底焊缝厚度达到一定厚度时,再采用全自动埋伏焊进行部分填充与盖面焊接,焊接时采取对称施焊,尽量控制好焊接变形和扭曲。整体焊接完成后,进行箱型梁柱的整体校正。矫正合格后用半自动切割机切割箱型梁柱的端头,达到施工图纸的设计尺寸。
3、焊接检验
焊缝在焊后规定的时间间隔之后,进行100%的外观检查,焊缝表面不得有裂纹、焊瘤等缺陷。一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹等缺陷。且一级焊缝不得有咬边、未焊满及根部收缩等缺陷。并按图纸或技术规范的要求做一定比例的磁粉探伤。对于T形接头、十字接头、角接头等要求熔透的对接和角形接头组合焊缝,其焊角尺寸不应小于t/4且不得低于10mm;焊角尺寸的允许偏差为0-3mm。对30mm以上厚板焊接,为防止在厚度方向出现层状撕裂,对母材焊道中心线两侧各2倍板厚加30mm的区域内进行超声波探伤检查。在加工厂H型钢构件组装前,其所有≥30的钢板都要进行母板的超声波检测。全熔透焊缝在完成外观检查之后按要求进行一定比例的超声波无损检测,Ⅱ级焊缝做20%的lOT检查,Ⅰ级焊缝做100%的UT检查,并达到设计的焊缝评定质量等级。拼对焊缝按照Ⅰ级焊缝标准要求实施,满足相关质量验收规范。
4、缺陷修复
UT检查有缺陷的焊縫,应从缺陷两端的延伸部位增加探伤长度,增加的长度为该焊缝长度的10%,且不小于100mm。作为清除部分,应与正式焊缝相同的焊接工艺进行补焊,同样标准和方法进行。缺陷的剔除采用碳弧气刨和角向磨光机,在缺陷刨出确认后,对清理区进行打磨处理,先除刨槽表面的熔渣和渗碳层,露出金属光泽。
5、钢结构矫正
钢结构矫正就是通过外力或加热作用,使钢材较短部分的纤维伸长;或使较长部分的纤维缩短,最后迫使钢材反变形,以使钢材或构件达到平直及一定几何形状要求,并符合技术标准的工艺方法。钢结构矫正主要就是通过机械矫正或火焰矫正两种方法进行矫正。其主要形式有:
矫直:消除材料或构件的弯曲;
矫平:消除材料或构件的翘曲或凹凸不平;
矫形:对构件的一定几何形状进行整形。
焊接H型钢焊接完成后,通过型钢矫正机对翼缘板焊接后塌陷的弯曲部分进行调平矫正。使用矫正机对焊接后的H型钢翼缘板进行机械矫正,以矫正翼缘板的焊接变形、并可适度消除焊接应力。使得焊接成型后的H型钢符合制造标准。
当钢材型号超过矫正机负荷能力或构件形式不适于采用机械校正时,将采用火焰矫正。
火焰加热矫正时,应离开焊道10mm以上的距离,不可直接在焊道上加热。同时钢板加热时温度不能超过650℃,而且冷却时绝对不能用水浇,应采用自然冷却的方法缓慢冷却。H型钢焊接后翼板平坦度变形,热整形矫正方法以线状加热法离开焊道10mm处加热。
H型钢腹板或箱形钢平坦度矫正法,在其变形部位用线状加热约50~80mm长,用此法加热时,禁止有重叠点的出现。H型钢因焊接而产生弯曲变形,在翼板外侧局部以尖形加热方式矫正到成直线。H型钢焊接完成后,拱度须矫正时在腹板上以尖形加热,翼板处以圆形加热方式矫正至直线。H型钢翼板和腹板之角度矫正时,在腹板焊道下方用线状加热法矫正,同时火焰须离开焊道10mm处。H型钢扭曲时整形,以对角线状加热法矫正。
6、钢结构防腐
根据设计的要求进行表面喷砂除锈处理。喷砂安排在构件加工完毕后进行,采用全自动喷砂除锈机进行钢丸抛丸喷射除锈,质量等级为Sa2.5级、表面粗糙度为40~70μm。喷砂除锈后的钢材表面不应有焊渣、焊疤、灰尘、油污、毛刺及水等。
防腐的好坏在于其底漆要有优越的性能。为了保护油漆表表面不被损坏和污染,防腐油漆施工可以安排底漆和中间漆在加工厂完成,面漆在现场构件安装完成及现场油漆补涂后再施工,面漆采用无气或有气喷涂方式完成。施工时采用钢结构安装时搭设的满堂脚手架进行施工。涂装时的环境温度和相对温度应符合涂料产品说明书的要求,涂料施工时,温度要求在5~40℃,最大相对湿度85%,并且底材温度必须高于露点温度3℃以上。构件表面有结露时及若发生氧化应重新喷砂除锈至规定标准,否则不得涂装。涂装后4小时内应保护免受雨淋。钢材除锈等级Sa2.5级的表面特征满足施工质量验收规范要求,喷砂后4小时内必须进行喷漆。当天使用的涂料当天配置,并按照说明书要求时间内使用完毕,否则废弃,并不得随意添加稀释剂。高强螺栓的磨擦面以及图中注明不涂装部位不得涂装。
7、结语
构件的加工制作是保证钢结构质量的前提,严格的控制每一道施工工序,保证钢材的质量和每一个钢构件焊接质量、除锈标准,满足结构的防腐要求,充分保证钢结构工程的施工质量和安全。







