打开文本图片集
[摘要]首先对右铰链支架进行初步的铸造工艺方案设计,然后运用铸造数值模拟软件AnyCasting对其充型和凝固过程进行模拟,预测可能产生的铸造缺陷及部位,分析缺陷产生的原因,从而改进设计工艺。经多次模拟优化获得最佳工艺,可减少铸造缺陷,保证铸件质量。
[关键词]铰链支架;铸造工艺;数值模拟
引言
AnyCastmg铸造模拟软件系统是专门针对各种铸造工艺过程开发的仿真系统,可以进行铸造的充型、热传导和凝固过程的模拟分析。通过数值模拟可以较准确地预测铸件可能出现的缺陷大小、部位和发生的时间,从而在实际生产前进行工艺改造以保证铸件质量,减少铸件缺陷,降低生产成本。
l铰链支架的原始铸造工艺方案
右铰链支架材质为QT450-10,毛量约为11.676kg,轮廓尺寸为424.5mm×363mm×152.5mm。铸件安装部位表面需精加工且精度较高,其余为毛坯。铸件上下部位各有两条肋,肋与铸件连接部位容易产生热节。支架整体分布在两个平面,平面连接处形成拐角,易产生应力集中。铸件还有许多需要加工的小孔,由于孔径较小,不直接铸出。
该铸件材料选用自硬呋喃树脂砂,相同生产条件下出品率越高效益越好,但多件排布时横浇道太长将会导致铁液氧化、球化衰退严重,支架铸件采用一箱两件生产。为提高出品率浇注系统设置一个直浇道,直浇道设置在中间,然后分流出两个对称的横浇道,在每支横浇道上分出4个内浇道。支架壁较薄,不易安放冒口,支架壁较厚的安装孔部位可利用冷铁加快凝固速度,因此综合参考可采用无冒口铸造方案。
浇注系统设计为封闭开放式,中注式浇注系统,使用这种浇注系统金属液进入型腔时流速大,充型平稳,另外,为了更好的撇渣,选择带过滤网的漏斗形浇口杯,在浇口杯处安放用油砂制成的厚为15mm的滤渣网,网孔上部直径为Φ6mm,下部为Φ7mm,提高金屬液的质量。球墨铸铁浇注系统各组元的截面积虽可计算,但通常采用经验数据更接近实际,此处取∑F直:∑F横:∑F内=0.8:1.2:1。
2.充型及凝固过程数值模拟
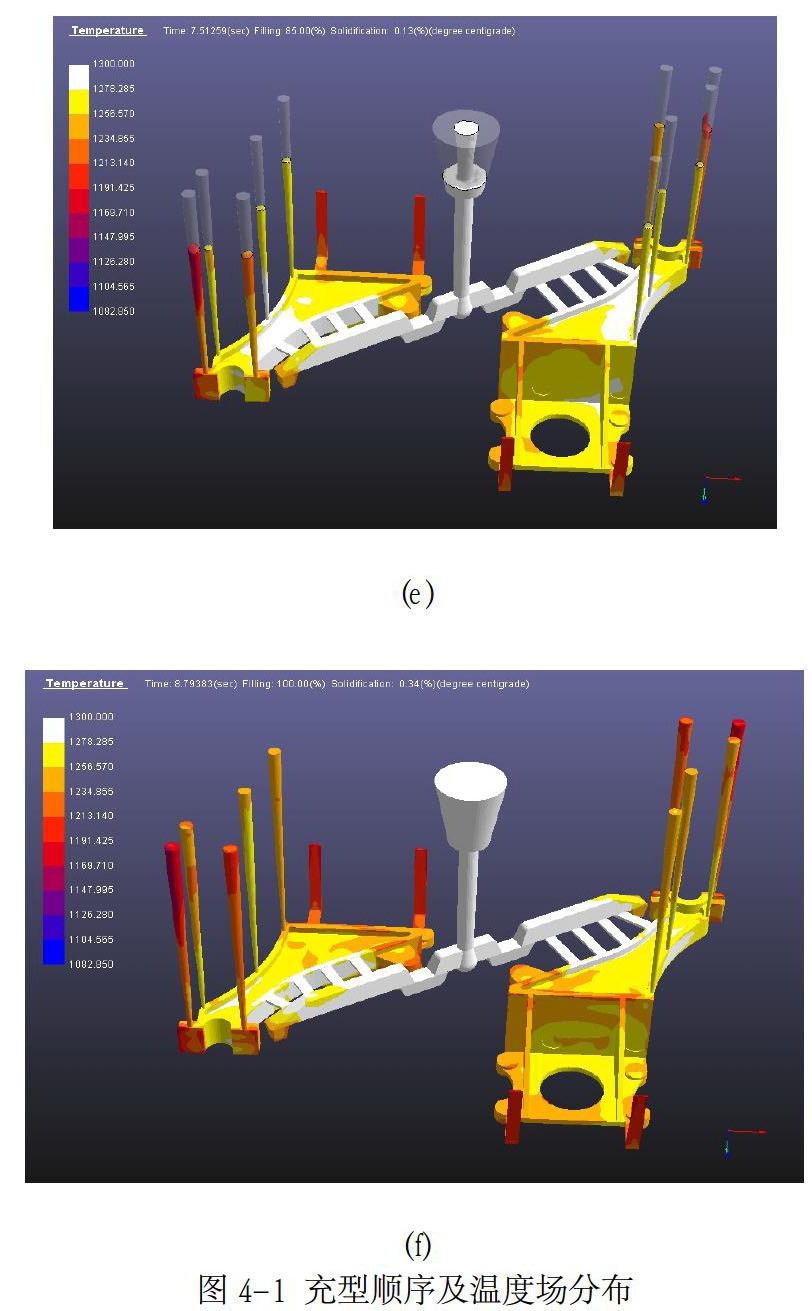
右铰链支架在此工艺方案的色温填充模拟结果如图1所示,以色温方式显示浇注过程中液流充型流动和温度变化,表现了流动与换热的实时耦合效果,由此模拟结果可以看出金属液充型过程中的温度变化,铸件在整个充型过程中的温度分布基本上是纵向下部温度低,上部温度高,横向则是中心温度高,边缘温度低。初始浇注温度为1300℃,充型刚结束时的最低温度约为1210℃,说明充型过程中温度变化较小,充型完成时温度分布较为均匀。
从充型过程温度分布来看,铸件在整个充型过程中的温度分布基本上是纵向下部温度低,上部温度高,横向则是中心温度高,边缘温度低。初始浇注温度为1300℃,充型剛结束时的最低温度约为1210℃,说明充型过程中温度变化较小,充型完成时温度分布较为均匀。
3结论
AnyCasting软件中的高级铸件分析,可以准确的预测铸件在实际浇注过程中容易出现缺陷的部位和类型。支架铸件关键部位有上部安装孔要求组织致密:下部直径100mm孔与周围四个孔有较高的位置度要求侧耳、四根肋与支架本体连接部位容易形成热节,产生热裂,这些部位是模拟结果分析的重点。根据概率缺陷分析,支架铸件整体出现缺陷概率很小,尤其重要部分几乎不出现缺陷。






